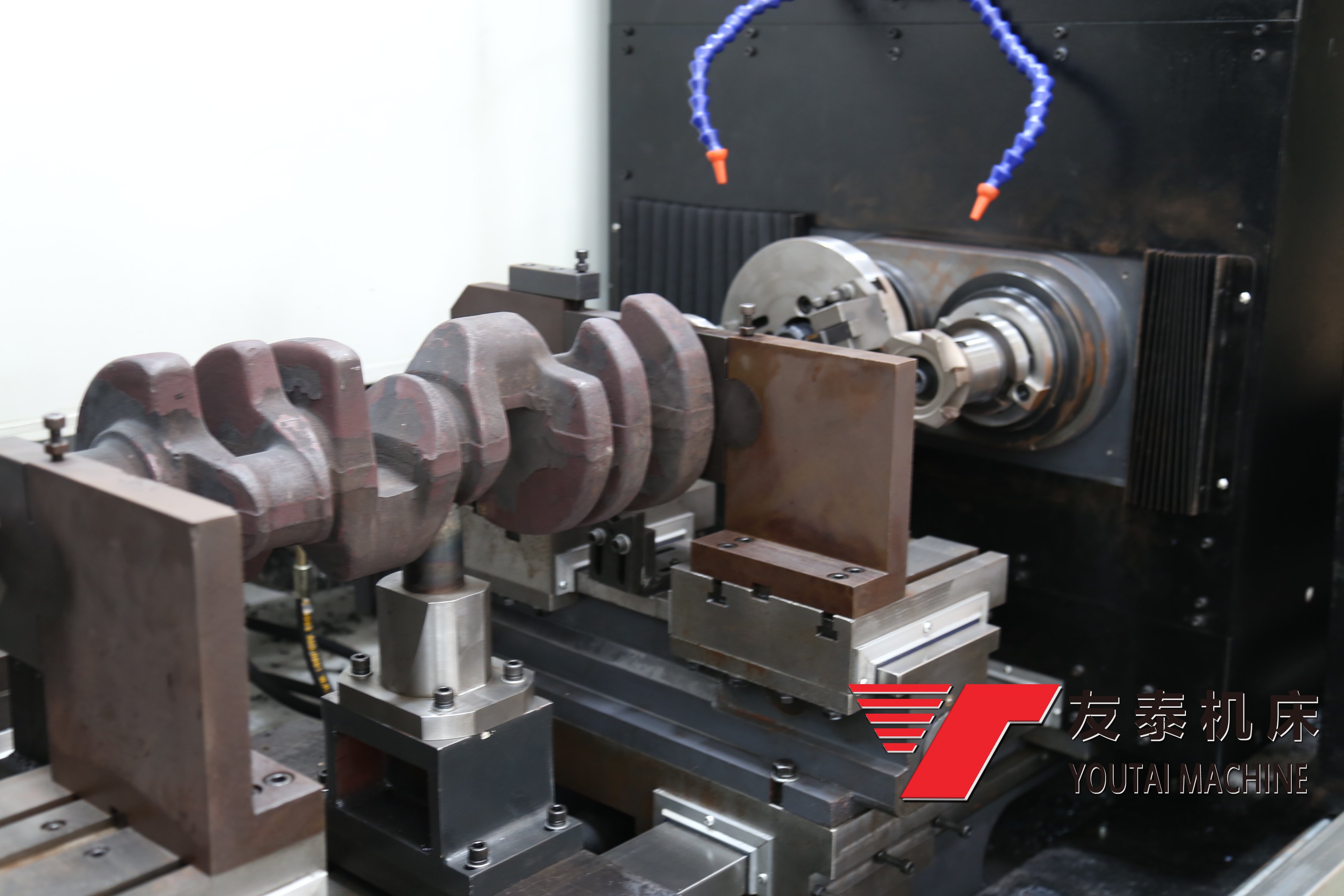
數控銑打機首先是一款應用于軸件批量(liàng)生産的(de)首工序中軸件銑端面打中心孔(kǒng)工藝的專用機床,在(zài)軸件批量生産中具有非常重要的作用嗎,是(shì)友泰機床在原有機型的基礎上,多年跟蹤客(kè)戶,優化(huà)原有機(jī)床床身的基礎上,根據想現有(yǒu)加工工藝重新設計的一款通過通過數(shù)字信息,控制機床(chuáng)按給定的運動軌迹,進行自動加工的機電一體化的(de)加工裝備(bèi)。數控銑打機由數控裝置(zhì)、床身、主軸箱、液壓夾具系(xì)統、液壓系統、冷卻系統、潤滑系統、排屑器(qì)等部分組成。經過10多年(nián)的發展,已是現代軸件制造業的重要(yào)标志之一,在我國制造業中,數控機床的應用也越來越廣泛,是一個企業綜合實力的(de)體現。
數控銑打機具有高精度、高效(xiào)率、高柔性這“三高”的自動化機床,使用數控銑打機可以提高軸件加(jiā)工效益,創造更多的價值,數控銑打機的出現使企業擺(bǎi)脫了那落後(hòu)的(de)軸件加工技術,加工工藝,加工的工藝與普通車床的加工工藝類似,但由于數控銑打機是一次裝夾,連續自動(dòng)加工完成軸件的兩端的定位基(jī)準,為下工序提供(gòng)更(gèng)加貼合實際加(jiā)工的标準工件,首先節省了銑端面打中心孔(kǒng)工藝的加工節拍,其次(cì)節省了(le)下面各個工(gōng)序因裝夾基準不統一造成的工時浪費,對(duì)軸件小批量多批次加工以及軸件(jiàn)大批量單批次加工特别明(míng)顯。
數控銑打機“三高(gāo)”的體現
加工(gōng)精度高,數控銑打機(jī)的加工精度一般可達0.05,由于數控(kòng)銑打機是按數字信号形式控制的,數(shù)控裝置每輸出一脈沖(chòng)信号,則(zé)機床(chuáng)移動部件移動(dòng)一具脈沖(chòng)當量(一般(bān)為0.001MM),而且機床進(jìn)給傳(chuán)動鍊的反向間(jiān)隙與絲杆螺距平均誤差可由數控裝置進行曲補償,因此,該機床定位精度比較高。
生産率高
數控銑打機(jī)采用的是雙向液(yè)壓自定心夾具,具有良好的通用性(xìng),可有效(xiào)地減少零(líng)件的加工時間和輔(fǔ)助時間,山東友(yǒu)泰機(jī)床創造性的在(zài)夾具上采用了精度微調技術和夾緊塊設計,第一(yī)方便(biàn)在(zài)使用三五年後夾具變形精(jīng)度的微調,第二(èr)方便更換不同種類(lèi)的工(gōng)件直徑的夾(jiá)緊,調整方便節省工時,第三,使用這些部件使用成本低,更(gèng)換成本低。數控機床的主軸聲速(sù)和進給量的範圍大,允許機(jī)床進(jìn)行大切削量的強(qiáng)力切削。數控機床正進(jìn)入高(gāo)速加工時代,數控機床移動部件的快速移(yí)動和定位及高(gāo)速切削加工,極大地提高(gāo)了生産率。另外,與加工中心(xīn)的(de)刀庫配合使用,可(kě)實現在一台機床上進行多道工序的連續加工,減少了半成品的工序間周轉時間,提高了(le)生産率。
高(gāo)柔(róu)性
在數控銑打(dǎ)機上加工零件,主要取(qǔ)決于加工程序,它與(yǔ)普通機床不同(tóng),不必(bì)制造,更換(huàn)許多模(mó)具、夾具,不需要經常重新調整機床。因此,數控銑打機适用于所(suǒ)加工的零件頻繁更換(huàn)的場合,亦即适合單件,小批量産品的生産及新産品的開發,從而縮短了生産準備(bèi)周期,節省了(le)大(dà)量工(gōng)藝裝備的(de)費用。
數控銑打機按功能(néng)可進一(yī)步分為經濟型數控銑打機、普通數控銑打機和雙端車削加工中心。
(1)經濟型數控銑打機:采用步進(jìn)電動機和單片機對普通銑打機的進給系統進行改造後形成的簡易型數控(kòng)銑打機。成本較低,自動化程(chéng)度和功能(néng)都比較(jiào)差,車削加工精度也不高,适用于要求不高的回轉類(lèi)零件的車削加(jiā)工。
(2)普通數控銑打機:根據(jù)加工要求在結構上(shàng)進行專門設計,配備通用數控系統而形成的數控銑打(dǎ)機。數控系統功能強,自動化程度和加工精度也比較高,适用(yòng)于一般回轉類零件的車削加工。這種數控銑打機可同時控制兩個坐标軸,即x軸、Y軸和z軸。
(3)車削加工中心:在(zài)普通(tōng)數控銑打機的基礎上,兩側各增加了z軸和動力頭,機床還帶有刀(dāo)庫,左右兩側可控制X、Y和Z三(sān)個坐标軸,聯動控制軸可以是(X、Z)、(X、C)或(huò)(Z、C)。左右兩側由(yóu)于增加了Z軸和(hé)銑削動力頭,這種數控銑打機的加工功能大大增強(qiáng),除可以進行一般車削(xuē)外,還可以(yǐ)進行徑向和軸向銑(xǐ)削、曲面銑削、中心線(xiàn)不在零件回轉中心的孔和徑向孔的鑽(zuàn)削等加工。





